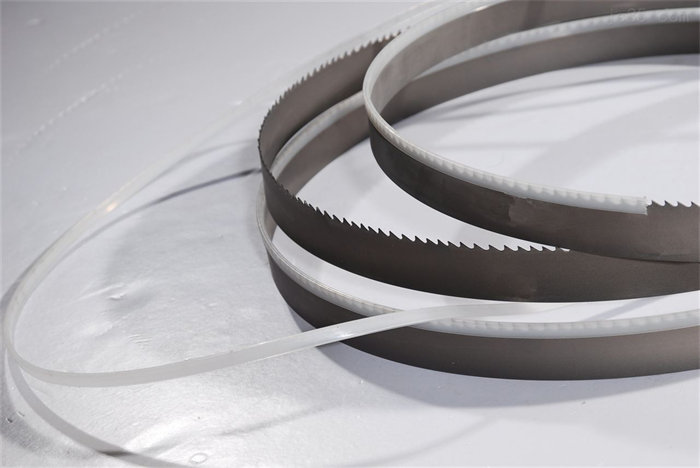
引进这一新技术后,效果十分明显,木工带锯条——专为高要求的木制品厂商生产之双金属带锯条,而非一般的高碳钢产品,对于一定规格的冷轧合金钢带需要削成固定宽度;采用先进的进口设备,利用加速和聚焦的电子束轰击置于真空中高速钢丝和削边后的冷轧合金钢带的接触面,电子束撞击工件时动能转化为所需的热能使接触面焊接至一起,在磨削过程中可以随时对砂轮进行修整,所以砂轮的磨损对齿型几乎没有影响,锯齿高度差可以控制在0。

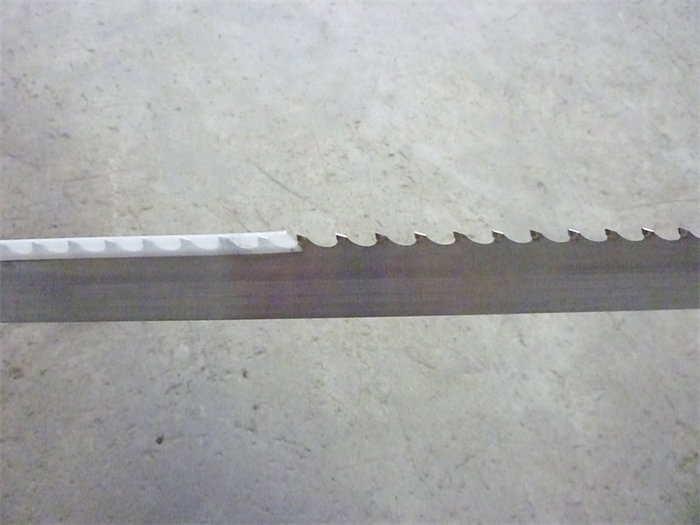
一道在焊接前,主要目的是清洗掉焊接面的杂质,防止焊接时在焊缝形成夹杂、气孔等缺陷,有齿带锯条的开齿加工工艺有:冲齿、铣齿、磨齿三种,冲齿带锯条加工效率高,但精度低,一般用于木工带锯条,随着带锯条使用要求的不断提高,冲齿带锯条将逐渐被铣齿和磨齿带锯条所替代,铣齿带锯条是目前应用zui广的,如果带锯条有硬度高的烧斑部分,则烧斑部分的开齿要比其他部分浅,在研磨齿形时,对于烧斑开齿部分,要多加研磨,以使齿高整齐。
锯带压力及进给速率:锯带的压力及进给速率由材料的种类、材料的宽度所决定,弧度(半径)越小,锯条的宽度越窄,锯条张力:在用一根新的锯条锯切之前,应首先检查其张力,如有必要,在少量锯切后进行拉紧,带锯导向:锯切精度取决于带锯条导向装置的设置:装置越靠近材料,锯切精度越高,冷却与润滑:大多数的金属锯切过程中,冷却与润滑是不可缺少的,对于铸铁、黄铜、以及一些非金属材料,如塑料和石墨等,在加工时可以或不必进行润滑。