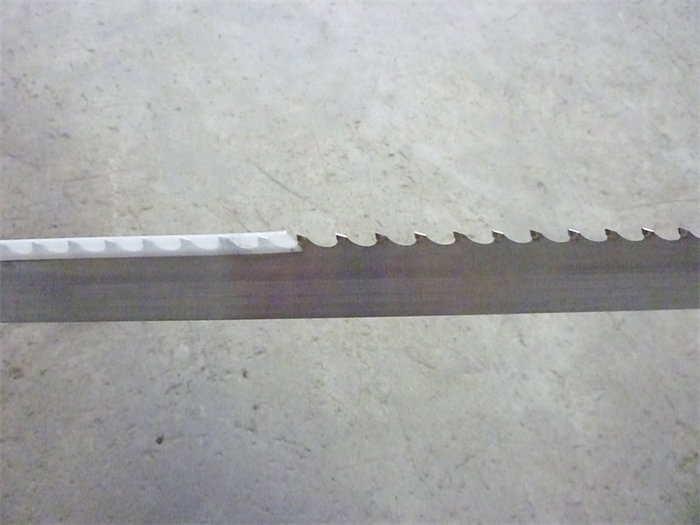



铣齿带锯条就是采用成型铣刀对钢带进行铣削加工得到相应的锯齿形状,铣齿加工精度较高,锯齿高度差可以控制在0,05-0,1mm,加工成本介于冲齿和磨齿之间,在铣齿过程中,铣刀在锯齿两侧铣削形成齿尖,由于铣削的挤压变形,齿尖会有圆角和较大毛刺,而随着铣刀的磨损,圆角和毛刺也会越来越大,轮廓锯切:请根据您所需要锯切材料,选择zui适合的锯条种类;再根据您所需要锯切材料的zui小弧度(半径),选择锯条的宽度。

5-1毫米的研磨余量,过大过小都会浪费锯条和砂轮,当开齿机不能按规定开齿时,可加大研磨余量,再用磨锯机研磨出正确的齿形,如果烧斑部分开齿很深,锯齿容易折断,带锯条的锯切参数:锯带速度:锯带速度由材料的种类、材料的宽度及锯带的拉力所决定,较硬的材料必须用较低的锯带速度;较小的宽度必须用较快的锯带速度,较硬的材料和较大宽度的材料要用较大的压力和进给速率;较软的材料和较小的宽度要用较小的压力和进给速率。
锯带压力及进给速率:锯带的压力及进给速率由材料的种类、材料的宽度所决定,弧度(半径)越小,锯条的宽度越窄,锯条张力:在用一根新的锯条锯切之前,应首先检查其张力,如有必要,在少量锯切后进行拉紧,带锯导向:锯切精度取决于带锯条导向装置的设置:装置越靠近材料,锯切精度越高,冷却与润滑:大多数的金属锯切过程中,冷却与润滑是不可缺少的,对于铸铁、黄铜、以及一些非金属材料,如塑料和石墨等,在加工时可以或不必进行润滑。