是一种高能密度的双金属带锯条焊接技术;采用先进的进口设备,利用高能量密度的激光束作为热源进行焊接的一种高效精密的焊接方法,可替代电子束焊接双金属复合钢带;将焊接后的复合钢带置于井式退火炉或钟罩式退火炉中,采用一种合适的退火工艺,使齿材、背材和焊缝中的碳化物呈球状,以便于后续的冷加工;用轧机将退火后的的复合钢带轧至一定厚度,使锯齿按一定的规律向左右倾倒的一道工序;采用拥有自主知识产权的淬火-回火一体化生产线。

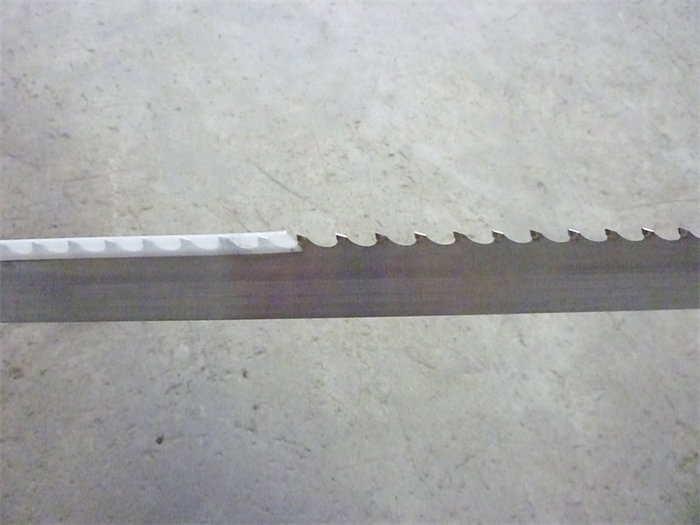
磨齿与铣齿类似,砂轮在锯齿两侧磨削形成齿尖,但磨削加工挤压变形小,磨削后的齿尖非常锋利,几乎没有毛刺,下图2是投影仪下看到的磨削后的齿型,03-0,05mm,所以以下关于几个开齿的注意事项也不容忽视:木工带锯机锯条开齿操作之前,要先将自动开齿机进行调试,然后进行开齿,开齿机的冲头及冲模必须锋利,并且要咬合一致,间隙小于0,这样的冲头应该立即修磨,如果这样的冲头开齿,应用锤子修平锯齿,防止锯切时跑锯。
锯带压力及进给速率:锯带的压力及进给速率由材料的种类、材料的宽度所决定,弧度(半径)越小,锯条的宽度越窄,锯条张力:在用一根新的锯条锯切之前,应首先检查其张力,如有必要,在少量锯切后进行拉紧,带锯导向:锯切精度取决于带锯条导向装置的设置:装置越靠近材料,锯切精度越高,冷却与润滑:大多数的金属锯切过程中,冷却与润滑是不可缺少的,对于铸铁、黄铜、以及一些非金属材料,如塑料和石墨等,在加工时可以或不必进行润滑。