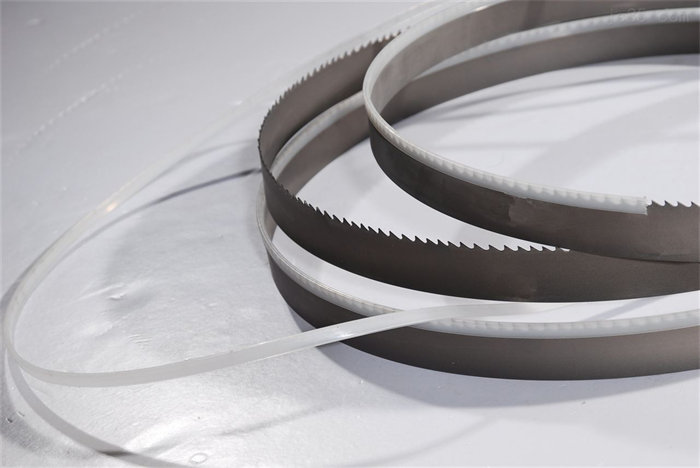
紧接着在某一温度经过数次保温,达到回火的目的,使双金属带锯条形成适合锯切的组织;采用细小的石英砂,高速撞击淬火-回火后双金属带锯条的表面,去除表面的脱碳、氧化等缺陷,并在表面形成残余压应力,以提高双金属带锯条的疲劳寿命;在喷砂后的双金属带锯条表面喷上锯条规格、流水号、品牌的相关信息并涂上防锈油;将成盘的双金属带锯条裁剪成一定长度,然后将每根锯条的两侧焊接至一起,并将焊口退火、喷砂,zui后形成一圈锯条,称为根带。

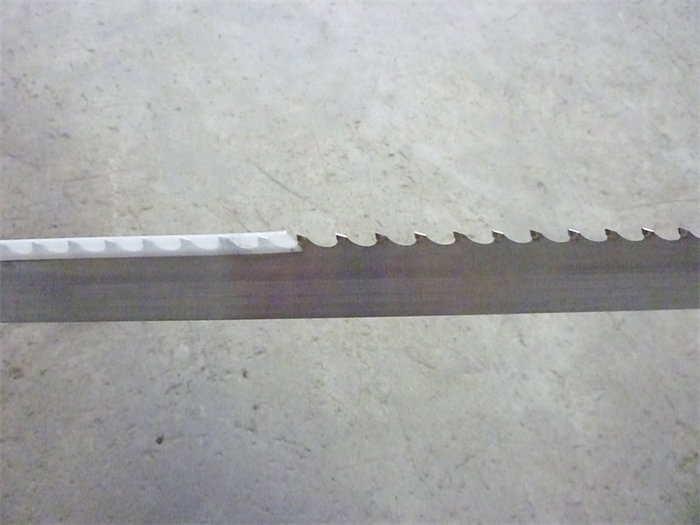
如普通碳素钢、优质碳素钢等,硬质合金(钨钢)带锯条——硬质合金(钨钢)带锯条也跟M42带锯条一样用于金属材料的锯切,常常使用在炼钢厂铸造厂和航空制造领域,与M42带锯条不同的是齿尖硬度达到92HRC,耐热耐磨性更强,可以切割硬更坚硬的高密度镍合金、因科镍合金、钛等,更为合适用于地板及家具生产,窄小锯路设计更能为用家减少距路损耗M42高速钢锯刃延长再翻磨时间切割面更为光滑刚柔适中的带身可用于高速切割。
锯带压力及进给速率:锯带的压力及进给速率由材料的种类、材料的宽度所决定,弧度(半径)越小,锯条的宽度越窄,锯条张力:在用一根新的锯条锯切之前,应首先检查其张力,如有必要,在少量锯切后进行拉紧,带锯导向:锯切精度取决于带锯条导向装置的设置:装置越靠近材料,锯切精度越高,冷却与润滑:大多数的金属锯切过程中,冷却与润滑是不可缺少的,对于铸铁、黄铜、以及一些非金属材料,如塑料和石墨等,在加工时可以或不必进行润滑。